





Eternal Bliss Alloy Casting & Forging Co.,LTD.
- Annual Revenue 3,000,000-6,000,000 USD
- Year Established 2013



Certification
See All






 Copyright 2023 ucbis.com All Rights Reserved.
Copyright 2023 ucbis.com All Rights Reserved.
Nickel Based Alloy Turbine Disc& Investment Casting EB3546
Nickel Based Alloy Turbine Disc& Investment Casting EB3546

The utilization of various middle-frequency induction furnaces and VOD furnaces with small capacities confers to the higher flexibility of production of special alloy castings and the minimum melting quantities and consequent prompt deliveries to our customers.
Supply corrosion protected on all machined faces.
Items suitably crated to avoid damage during transit & storage one item per crate.
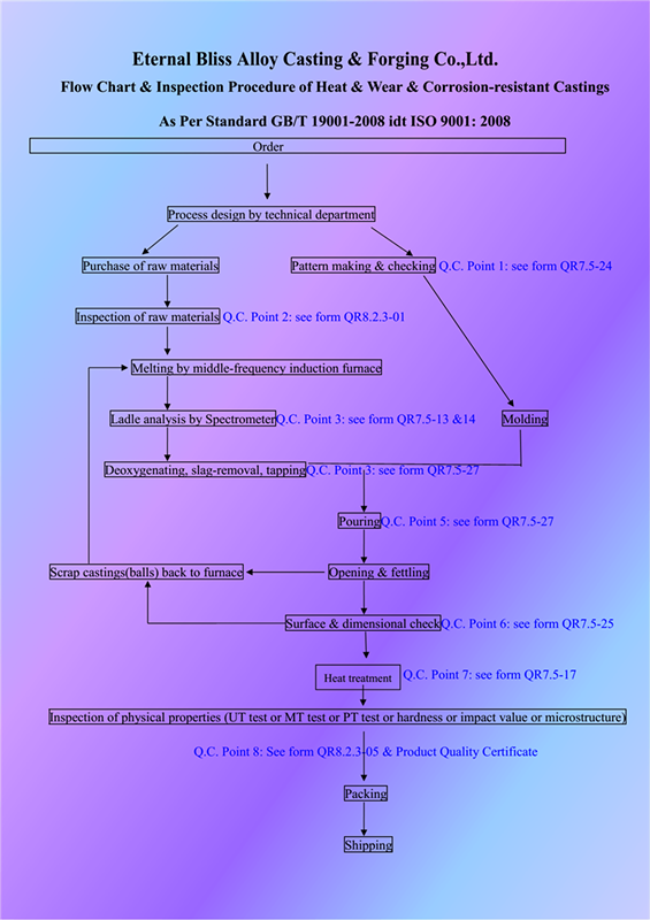
Quality Level: As per National Standard & International Standards.
Sizes available: Dia.50mm--1500mm.
Application Field: Mining Industry, Valve and Pump Industry,Heat-treatment Industry, Metallurgical Industry, Cement Industry,Power plants, Oil, Gas Industry.
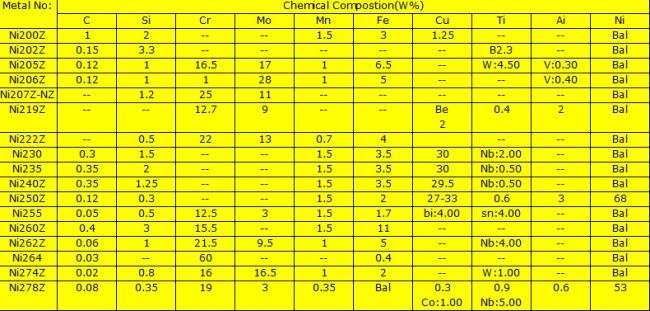
Material Grade:
Powder Welding (PW)
Used for depositing nickel base and carbide containing alloys, it is also suitable for cobalt alloys, specially modified in powder form. The process is suitable for facing most steels, cost iron, nickel base and some copper base alloys.
The powders used are applied at lower temperatures than rod, and the process is ideal for applications such as narrow beads or edge build up to provide small wear resistant areas, and for the surfacing of cast iron. The lower temperature results in slightly less scaling and distortion than with rod applications.
Spray And Fuse (SF)
----Ultrosonic Spray Coating Process
Spray and fuse is a two-stage process, the powder alloy being sprayed into position with a flame spray and then fused with an oxy-acetylene or similar torch, or in a vacuum furnace. The process uses specially modified cobalt and nickel base alloys and carbide containing grades of powders, depositing smooth, thin (I mm to 3mm) layers of STELLITE or DELORO alloys, metallurgically bonded to the substrate.
Plasma Spraying
Plasma spraying is suitable for most cobalt, nickel and iron base alloys, plus a very wide range of ceramics, composites and carbides. The process may be used on most materials, which can be prepared by grit blasting. Deposits are thin (0.1mm to 0.2mm), high density (approaching 99% with the newer high energy plasma equipment), and since the substrate is only slightly heated, can be applied with a minimum of distortion. However, the coatings are not fusion welded overlays, and are only mechanically bonded to the substrate.
Table 1 : Standard Cobalt & Nickel Base Alloys
Stellite Alloy Overlay Welding
| Co | Cr | C | W | Mo | Ni | Si | B | Fe | Mn | Others | |
| STELLITE 1 | BAL | 33 | 2.45 | 13 | - | 2.5* | 1 | - | 2.5* | 1 | - |
| STELLITE 3 | BAL | 31 | 2.5 | 13 | - | 2.5* | 1 | - | 2.5* | 1 | - |
| STELLITE 4 | BAL | 31.5 | 1 | 14 | - | 2.0* | 1 | - | 2.0* | 1 | - |
| STELLITE 6 | BAL | 28 | 1.2 | 5 | - | 3.0* | 1 | - | 2.5* | 1 | - |
| STELLITE 12 | BAL | 29 | 1.85 | 9 | - | 2.5* | 1 | - | 2.5* | 1 | - |
| STELLITE 20 | BAL | 33 | 2.45 | 17.5 | - | 2.5* | 1 | - | 2.5* | 1 | - |
| STELLITE 21 | BAL | 27 | 0.25 | - | 5.5 | 2.5* | 1 | - | 3.0* | 1 | - |
| STELLITE 31 | BAL | 26 | 0.5 | 7.5 | - | 10.5 | 1 | - | 2.0* | 1 | - |
| STELLITE 190 | BAL | 26 | 3.3 | 14 | - | 1.0 | 1 | - | 8.0 | 0.5 | - |
| STELLITE 238 | BAL | 26 | 0.1 | - | 3 | - | 1 | - | 20.0 | 1 | - |
| STELLITE 306 | BAL | 25 | 0.4 | 2 | - | 6.0 | 1 | - | 4.0* | 1 | Nb=5 |
| STELLITE 694 | BAL | 28 | 1 | 19 | - | 5.0 | 1 | - | 2.5* | 1 | V=1 |
| STELLITE F | BAL | 25.5 | 1.75 | 12.25 | - | 22.5 | 1 | - | 1.5* | - | - |
| STELLITE SF1 | BAL | 19 | 1.3 | 13 | - | 13 | 3 | 2.5 | 3* | 0.5 | Cu=0.5 |
| STELLITE SF6 | BAL | 19 | 0.7 | 7 | - | 13 | 2.5 | 1.7 | 3* | 0.5 | Cu=0.5 |
| STELLITE SF12 | BAL | 19 | 1 | 9 | - | 13 | 3 | 2 | 3* | 0.5 | Cu=0.5 |
| STELLITE SF20 | BAL | 19 | 1.5 | 15 | - | 13 | 3 | 3 | 2* | 0.5 | Cu=0.5 |
| TRIBALOY T400 | BAL | 8 | 0.1* | - | 28 | 3* | 2.4 | - | 3* | - | - |
| TRIBALOY T800 | BAL | 17 | 0.1* | - | 28 | 3* | 3.2 | - | 3* | - | - |
| DELORO 15 | - | - | 0.06* | - | - | BAL | 2.0 | 1.05 | 1.5* | 20 | Cu=20 |
| DELORO 22 | - | 0.70 | 0.10 | - | - | BAL | 2.3 | 1.75 | - | - | - |
| DELORO 40 | - | 7.0 | 0.10 | - | - | BAL | 3.5 | 2.25 | - | - | - |
| DELORO 50 | - | 10.25 | 0.45 | - | - | BAL | 4.0 | 1.85 | 4.0 | - | - |
| DELORO 60 | - | 14.25 | 0.6 | - | - | BAL | 2.0 | 3.5 | 4.0 | - | - |
| DELORO 625 | - | 22 | 0.1 | - | 9 | BAL | - | - | 5 | - | - |
| NISTELLE C | - | 16.5 | 0.12* | 4.5 | 17 | BAL | 0.7 | - | 6.0 | - | - |
| TRIBALOY T700 | - | 15 | 0.10* | - | 32 | BAL | 3.25 | - | - | - | - |
| Hastelloy C22®(UNS N06022)(Max.) | |||||||||||
| C | MN | P | S | Si | Cr | Ni | Mo | CO | Fe | W | V |
| 0.015 | 0.5 | 0.02 | 0.02 | 0.08 | 20.0-22.5 | Bal. | 12.5-14.5 | 2.5 | 2.0-6.0 | 2.5-3.5 | 0.35 |
| Hastelloy C276®(UNS N10276)(Max.) | |||||||||||
| C | MN | P | S | Si | Cr | Ni | Mo | CO | Fe | W | V |
| 0.01 | 1 | 0.04 | 0.03 | 0.08 | 14.5-16.5 | Bal. | 15.0-17.0 | 2.5 | 4.0-7.0 | 3.0-4.5 | 0.35 |
| Hastelloyx®(UNS N06002)(Max.) | |||||||||||
| C | MN | P | S | Si | Cr | Ni | Mo | CO | Fe | W | other |
| 0.05-0.15 | 1 | 0.04 | 0.03 | 1 | 20.5-23.0 | Bal. | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
Monel 400®(UNS NO4400) (Max.) |
|||||||||||
| C | MN | S | Si | Ni | Cu | Fe | |||||
| 0.3 | 2 | 0.024 | 0.5 | 63 min | 28-34 | 2.5 | |||||
Monel M400®(UNS NO4400)(Max.) |
|||||||||||
| C | MN | S | Si | Ni | Cu | Fe | |||||
| 0.3 | 2 | 0.024 | 0.5 | 63-70 | 28-34 | 2.5 | |||||
Monel R405®(UNS NO4405)(Max.) |
|||||||||||
| C | MN | S | Si | Ni | Cu | Fe | |||||
| 0.3 | 2 | 0.025-0.06 | 0.5 | 63.0min | 28-34 | 2.5 | |||||
Monel K500®(UNS NO5500)(Max.) |
|||||||||||
| C | MN | S | Si | Ni | Cu | Ti | AI | Fe | |||
| 0.1 | 2 | 0.01 | 0.5 | 63min | 27-33 | 0.86 | 2.3-3.15 | 2 | |||
| Inconel 600(UNS NO6600)(Max.) | |||||||||||
| C | MN | S | Si | Cr | Ni | Cu | Fe | ||||
| 0.15 | 1 | 0.015 | 0.5 | 14-17 | 72 min | 0.5 | 6.0-10.0 | ||||
| Inconel 601(UNS NO6601)(Max.) | |||||||||||
| C | MN | Si | Cr | Ni | CO | AI | Fe | ||||
| 0.05 | 0.3 | 0.2 | 22.5 | 61.5min | 5 | 1.4 | 14.1 | ||||
| Inconel 718(UNS NO7718)(Max.) | |||||||||||
| Cr | Ni | Mo | CO | Cb+Ta | Ti | AI | Fe | ||||
| 19 | 52.5min | 3.05 | 5 | 5.13 | 0.9 | 0.5 | 18.5 | ||||
| Chemical Analysis of Incoloy 800® uns(N08800) | |||||||||||
| C | Cr | Ni | Ti | AI | Fe | Grain | |||||
| 0.1 max | 19.0-23.0 | 30.0-35.0 | 0.15-0.6 | 0.15-0.6 | 39.5min | / | |||||
| Incoloy800H® UNS(N08810) | |||||||||||
| C | Cr | Ni | Ti | AI | Fe | Grain | |||||
| 0.05-0.1 | 19.0-23.0 | 30.0-35.0 | 0.15-0.60 | 0.15-0.60 | 39.5min | 5or coarser | |||||
| Incoloy800HT® UNS(N08811) | |||||||||||
| C | Cr | Ni | Ti | AI | Fe | Grain | |||||
| 0.06-0.10 | 19.0-23.0 | 30.0-35.0 | 0.25-0.60 | 0.25-0.60 | 39.5min | 5or coarser | |||||
Dimensions:as per drawings
Special Features:
1.Good surface finish;
2.We use Precision Cast Process to produce the Plugmill Mixer Blade Parts
with white Iron materials;
3.We do quenching & tempering treatment to achieve better wear performance.
Production Process

1. 16-year Foundry Operation Experience.
2. Friendly & High Efficient Technical & Commercial Communication.
3. Professional Export Practices: Have Exported to +60 Overseas Countries.
Our Trade Show 
Our booth No. 14-A29-5 in Newcast 2015,Germany
Hall 14, Stand No.A29-5.
Contact Us for further information about products & service:
Mr.John Liu
Project Manager
Tel: 0086-188 0059 6372
Fax: 0086-510-6879 2172
E-mail: [email protected]
Skype ID:julia.zhu26
QQ: 217 039 6403
Eternal Bliss Alloy Casting & Forging Co.,LTD.
Add.: J-Sci-Tech Park, Binhu District,Wuxi,214122, Jiangsu,China
Visit Website